Email Us:
[email protected]

A pebble crushing plant, also known as a pebble mill, is a specialized facility designed to process pebbles extracted from natural deposits. It plays a vital role in the comminution process, which involves reducing the size of large rocks and particles to a smaller and more manageable size for further use.

In the realm of mineral processing and mining operations, the effective utilization of natural resources is a constant pursuit. One crucial aspect of this pursuit is the extraction and processing of raw materials such as pebbles. Pebbles are small, smooth rocks that have proven to be valuable components in various industries, including construction and landscaping. To facilitate their utilization, the implementation of a pebble crushing plant has become indispensable.
The main objective of a pebble crushing plant is to crush pebbles into a finely ground powder or smaller aggregates, suitable for use in various applications.
Crushers: Crushers are the primary machines used in a pebble crushing plant. These machines are designed to break down the larger pebbles into smaller, more manageable sizes. Various types of crushers, such as jaw crushers, cone crushers, or impact crushers, may be employed depending on the specific requirements of the plant.
Screens: Screens are utilized to separate the crushed pebbles into different size fractions. This process ensures that the desired particle size distribution is achieved, allowing for effective downstream processing. Screens may be vibrating or stationary, and they play a critical role in maximizing the efficiency of the pebble crushing plant.
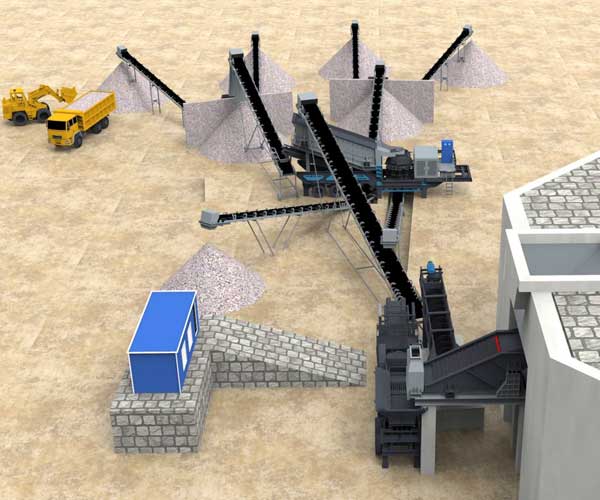
Conveyors: Conveyors are responsible for transporting the pebbles between different stages of the crushing plant. They enable the smooth and continuous flow of materials, minimizing downtime and optimizing the overall efficiency of the operation. Conveyors can be designed to accommodate different angles, inclinations, and distances, depending on the specific layout and requirements of the plant.
Resource Efficiency: Pebble crushing plants contribute to resource efficiency by enabling the extraction and utilization of pebbles that would otherwise be wasted or underutilized. By processing these materials, valuable resources are conserved, and the overall efficiency of mining operations is improved.
Product Diversification: The finely crushed pebbles obtained from a pebble crushing plant offer various possibilities for product diversification. These materials can be used as aggregates in concrete, road construction, and landscaping, among other applications. Pebble-derived products often possess desirable characteristics such as smoothness, durability, and aesthetic appeal, enhancing their market value.
Environmental Sustainability: Incorporating a pebble crushing plant in mining operations promotes environmental sustainability. By processing and reusing pebbles, the need for excessive extraction of new raw materials is reduced, minimizing the ecological impact of mining activities. Additionally, the use of pebble-derived materials can contribute to sustainable construction practices, such as reducing the demand for aggregates.
Cost Savings: Implementing a pebble crushing plant can yield significant cost savings for mining operations. By effectively utilizing pebbles, operational costs associated with waste disposal and transportation are reduced. Moreover, the production of valuable pebble-derived materials can generate additional revenue streams, further enhancing the economic viability of the operation.
Pebble crushing plants play a crucial role in the mining and aggregate industries, as they are responsible for reducing large pebbles into smaller sizes suitable for further processing. Understanding the process flow of a pebble crushing plant is essential for optimizing productivity, minimizing downtime, and ensuring the production of high-quality final products.
The process begins with the extraction of pebbles from their natural sources, such as riverbeds or quarries. Excavators or loaders are used to collect the raw material, which consists of a mixture of pebbles, rocks, and sand. This mixture is then transported to a storage area, where it is stockpiled for future processing.
The extracted pebbles are fed into a primary crusher, typically a jaw crusher, through a vibrating feeder. The primary crusher breaks down the pebbles into smaller pieces, reducing their size for further processing. The crushed pebbles are then conveyed to a secondary crushing stage through a conveyor belt.
In the secondary crushing stage, the crushed pebbles undergo further size reduction. Cone crushers or impact crushers are commonly used for this purpose. These crushers utilize the principle of compression or impact to break the pebbles into smaller fragments. The secondary crushing process aims to achieve a more uniform particle size distribution and produce finely crushed pebbles.
Following the secondary crushing stage, the crushed pebbles are passed through a series of screens to separate them based on their size. Vibrating screens with different mesh sizes are used for this purpose. The screens allow the smaller pebbles to pass through while retaining larger ones. This classification process ensures that the final product meets the desired specifications.
After screening, the pebbles that have undergone secondary crushing but still need further size reduction are sent to a tertiary crusher. Tertiary crushers, such as vertical shaft impactors (VSI), provide the final stage of crushing by reshaping and refining the pebbles to the required size. This stage is crucial for achieving the desired particle shape and improving the overall quality of the final product.
Once the pebbles have been crushed and sized, they are ready for storage and stockpiling. The final product is often stored in designated areas or stockpiles, which allow for easy retrieval and loading for transportation. Proper stockpiling ensures efficient handling, minimizes contamination, and facilitates inventory management.
In some cases, pebble crushing plants incorporate washing and drying processes to enhance the quality and remove impurities from the final product. Washing the pebbles helps remove any residual dirt, clay, or other contaminants, while drying ensures the product’s moisture content is within the acceptable range. These additional steps are particularly important for applications where high-quality, clean pebbles are required, such as in the production of concrete or asphalt.
The end product of a pebble crushing plant is a collection of crushed and sized pebbles ready for use in various applications. Depending on the specific requirements, the pebbles may be used in construction, road building, landscaping, or as a raw material for further processing. Transporting the final product to its destination is typically done via trucks, railcars, or conveyor belts, ensuring efficient delivery to customers or other processing facilities.

The demand for high-quality sand continues to grow as urbanization and infrastructure development persist worldwide. Meeting this demand requires efficient and sustainable solutions. One such solution is the implementation of a pebble crushing plant for sand production.
Sand is an essential component in construction and infrastructure projects. It is used in various applications, including concrete production, road construction, and the manufacturing of glass and ceramics. The quality of sand directly impacts the strength, durability, and overall performance of these products. As a result, the demand for sand with consistent particle size and shape, high compressive strength, and low impurities is rapidly increasing.
The availability of natural sand is limited and often comes with environmental concerns. Uncontrolled extraction of sand from rivers and beaches can cause ecological damage, including erosion and habitat destruction. Additionally, the particle size and shape of natural sand may not always meet the desired specifications, leading to inconsistencies in the quality of the end products.
A pebble crushing plant is a specialized facility designed to crush pebbles into sand-sized particles. It plays a crucial role in improving the quality of manufactured sand by shaping the particles and reducing impurities. Here are some key features and benefits of a pebble crushing plant for sand production:

The demand for high-quality sand for construction and infrastructure projects continues to rise, making it crucial to design efficient and effective crushing plants for sand production. Pebble crushing plants play a vital role in meeting this demand, as pebbles are an excellent source of natural sand. Designing a quality pebble crushing plant involves careful consideration of various factors to ensure optimal performance and maximum productivity.
Before designing a pebble crushing plant, it is essential to assess the project requirements thoroughly. Factors such as the required sand production capacity, desired product size, and quality specifications must be determined. Understanding these requirements will help in selecting the appropriate crushing equipment and designing an efficient plant layout.
Choosing the right crushing equipment is crucial for the success of a pebble crushing plant. Various types of crushers can be utilized, including jaw crushers, cone crushers, impact crushers, and gyratory crushers. The selection should be based on factors such as the hardness and abrasiveness of the pebbles, desired product size, and the plant’s production capacity.
The plant layout plays a significant role in the overall efficiency and productivity of the crushing plant. A well-designed layout ensures smooth material flow, minimizes bottlenecks, and maximizes the utilization of available space. The layout should consider factors such as the location of feeders, crushers, screens, and conveyors to optimize the flow of material from the primary crushing stage to the final sand product.
Efficient material handling is essential to minimize downtime and maximize productivity in a pebble crushing plant. The plant design should incorporate properly sized feeders and conveyors to ensure a steady and controlled feed of pebbles to the crushers. Additionally, the material handling system should be equipped with mechanisms to remove any oversized or foreign materials that may cause damage to the crushers.
In the pebble crushing process, it is important to include screening and classification stages to obtain the desired sand product size and quality. Screening equipment such as vibrating screens or inclined screens should be selected based on the required product specifications. Classification can be achieved through the use of hydrocyclones or other separation techniques to separate the sand particles of different sizes.
Dust control is a critical aspect of designing a quality pebble crushing plant. Dust suppression measures should be implemented to minimize the release of particulate matter into the air. This can be achieved through the installation of dust suppression systems, such as water sprays or enclosures, at critical dust-generating points in the plant. Additionally, environmental considerations should be taken into account, such as the proper disposal of waste materials and adherence to local regulations and guidelines.
To ensure the continued performance and longevity of the pebble crushing plant, regular maintenance and monitoring are essential. Establishing a comprehensive maintenance schedule and conducting routine inspections of the equipment will help identify potential issues before they escalate into costly breakdowns. Monitoring the plant’s performance through data analysis and trending can provide valuable insights for process optimization and efficiency improvements.
Designing a quality pebble crushing plant for sand production requires a systematic approach that takes into account various factors. Assessing the project requirements, selecting the right equipment, optimizing the plant layout, and implementing efficient material handling are crucial steps in the design process. Additionally, proper screening and classification, dust control measures, and regular maintenance and monitoring are essential for ensuring optimal performance and maximizing productivity. By following these guidelines, engineers and designers can create pebble crushing plants that meet the

Raw Material:Pebble
Capacity:60-80 t/h
Output Size:≤3mm
Finished product:Manufactured sand
Applications:Used for making dry mortar
Major Equipment:VSI5X Sand Maker, S5X Vibrating Screen, XF Powder Separator

Project Profile
Raw Material: River pebble
Capacity: 200 t/h
Output Size: 0-5mm
Finished product: Manufactured sand
Applications: used for making building aggregates
Major Equipment: PE Jaw Crusher, HPT Cone Crusher, VSI5X Sand Maker
Raw Material:Pebble/limestone
Finished Product:Manufactured sand
Capacity: 500TPH
Output Size: 0-5mm
Technology: Wet processing
Applications:Supplied for mixing plants and expressway
Major Equipment: C6X Jaw Crusher, HST Hydraulic Cone Crusher,HPT Cone Crusher, VSI6X Sand Maker,Feeder,Vibrating Screen.

Material: Pebble
Input Size: 5-300mm
Capacity: 800-1000TPH
Output Size: 0-5mm (sand), 10-20mm, 20-31.5mm (gravel)
Finished Product: High-quality aggregate and machine-made sand
Processing Technology: Wet processing
Equipment: HST315S2 Single-cylinder Hydraulic Cone Crusher, HST315H2 Single-cylinder Hydraulic Cone Crusher, HPT500F1 Multi-cylinder Hydraulic Cone Crusher (*2), VSI6X1150 Sand-making Machine (*8), S5X Vibrating Screen (*13)
Our Projects
 No. 1688, East Gaoke Road,Pudong new district, Shanghai, China
No. 1688, East Gaoke Road,Pudong new district, Shanghai, China
Copyright © ZENITH, All Right Reserved.

 WhatsApp:
WhatsApp:







